Výroba DPS pomocou CNC, časť #3: Výroba DPS
V tejto časti si konečne aj niečo prakticky ukážeme. A ukážeme si, aké chyby nás ľahko môžu postretnúť.
1 Postupy, princíp
V predchádzajúcej časti sme si ukázali, ako vytvoriť súbory, ktoré dokážu povedať CNC stroju, čo a ako má spraviť. Opäť sa raz potvrdilo, že efektivita príkazového riadku poľahky prevalcuje i ten najkrajší grafický program. Preto máme príkazový riadok tak radi.
V mojom prípade som používal cuprextitovú dosku z laminátu FR4 s hrúbkou medenej vrstvy 35 µm a celkovou hrúbkou 1,5 mm. Takže najbežnejší a najlacnejší materiál. Dosku som prilepil na laminátovú podložku pomocou obojstrannej pásky.
Samotnú výrobu možno zhrnúť do pár bodov:
- Vytvorenie výškovej mapy DPS.
- Frézovanie vodivých ciest (naša vrstva B.Cu).
- Vŕtanie dier (PTH.drl)
- Vyrezanie okrajov dosky (Edge.Cuts)
2 Softvér
Pre GNU/Linux nájdeme niekoľko programov na prácu s CNC. Od ťažkotonážnych ako LinuxCNC, po jednoduchšie ako Candle či Universal Gcode Sender (UGS).
2.1 Universal Gcode Sender
…je výborný nástroj, prehľadný a v princípe nie nepodobný ostatným. S ním som začínal a asi by som ho preferoval, ak by nemal zásadný nedostatok pre prácu s DPS - hoci dokáže vytvoriť výškovú mapu, pri frézovaní ju nepoužíva, alebo je v programe chyba a nefunguje to.
Áno, program sa dá použiť, ale je potrebné, zbytočne, voliť väčšiu hĺbku frézovania.
Na frézovanie napr. do dreva či akrylátu však funguje výborne.
2.2 Candle
…funguje podobne ako UGS, ale fungujú v ňom výškové mapy. Ostatne - používanie je vždy otázka zvyku, a dizajn týchto programov je veľmi podobný.
Samotný Candle však vyžaduje inštaláciu 32-bitových knižníc. Táto mrzutosť mohla spôsobiť, že vznikol 64-bitový fork Candle2. A práve na ňom vznikol aj tento príklad a všetky snímky obrazovky.
2.3 Carbide Copper
…je online nástroj na webe copper.carbide3d.com. Nakoľko existuje iná alternatíva, ako používanie online programu, tak v zmysle SaaS som to neskúšal.
3 Výšková mapa je „must have“
Ak máme DPS s hrúbkou medenej vrstvy spomínaných 35 µm, tak frézovať musíme minimálne pod ňu, takže s rezervou aj napr. -0,05 mm. Lenže nerovnosti dosky sú aj 0,5 mm či viac. Takže riešením je frézovať hlbšie - a to (podľa nástroja) ovplyvní i šírku vyfrézovanej drážky. Ja som používal gravírovací hrot s priemerom 0,125 mm a uhlom 40°. Nevravím, funguje to aj s hlbšími rezmi, ale nie je to také pekné a pri malých spájkovacích plôškach sa môže stať, že pri vŕtaní sa plôška odstráni. Toto sa dá riešiť zväčšením odstupu hrotu od okraja fiktívnej drážky (parameter offset v pcb2gcode), ale nedá sa ísť do nekonečna, pretože pri bežnom rozstupe nožičiek 2,54 mm je priestor medzi nožičkami obmedzený.
Takže - ide to aj bez výškovej mapy, ale ak máme možnosť, použime ju.
3.1 Hardvér
Aby sme mapu mohli spraviť, je potrebné, aby stroj vedel, že gravírovací hrot sa dotýka medenej vrstvy. Vyhodnotí to na základe vodivého spojenia medzi medenou vrstvou a hrotom.
Malé CNC založené na Arduine, v ktorom beží softvér GBRL umožňujú pripojiť sondy, čo je vznešený názov pre dve krokosvorky. Tie idú na príslušné piny Arduina, alebo CNC shieldu. V mojom prípade to bol pin A5.

Obrázok 1: Z-sonda pre CNC shield ide na A5. Nie je zlé si spraviť a pripojiť i koncové spínače limitných polôh.
Na ďalších komentovaných obrázkoch vidíme, ako prebiehala tvorba výškovej mapy.

Obrázok 2: Začína sa tvorba mapy - plocha DPS je rozdelená na sieť 3×2 (hodnoty „Probe grid“).

Obrázok 3: V tabuľke pod konzolou vidíme odlišnosti od nulového bodu.

Obrázok 4: A mapa je hotová. Trvalo to menej ako dve minúty.

Obrázok 5: A takto to vyzeralo v reálnom svete.
4 Frézujeme B.Cu
Ak máme mapu hotovú, spustíme frézovanie. Okamžite ho ale vypneme, odmotáme kábel z vretena a odpojíme krokosvorku ☺.
Niekde som aj videl, že krokosvorka je pripojená trvale k telesu vretena (ktoré sa, ako inak, nehýbe), ale nemám bližšie informácie, ako dobre je spomínaný shield odolný voči rušeniam a magnetickému poľu, ktoré vzniká v jednosmernom motore. Mám obavy, že by Atmel mohol zmrznúť, nechať nejaký aktívny výstup a to by mohlo byť ošemetné.
Opäť, viac informácií v komentároch pod obrázkami.

Obrázok 6: Výškovú mapu musíme mať aktívnu - viď zaškrtávacie políčko vpravo dole „Use Heightmap“.

Obrázok 7: A frézujeme. V pravom hornom rohu je Z-ová súradnica. Počas frézovania sa musí meniť podľa výškovej mapy.
Ale čo to? Z-ová súradnica by sa mala pohybovať okolo -0,050 a my máme okolo -0,500! Pri zadávaní parametrov v millproject-e som spravil chybu a takto frézujeme 10× hlbšie!
Nevadí, aspoň uvidíme, ako to bude vyzerať.

Obrázok 8: Frézujeme, síce hlboko, ale (ide to)…
Všimnite si prosím, že na povrchu DPS je nanesený olej - hoci len kuchynský. Je to tip z webu - jednak to trochu chladí, ale najmä sa sklolaminát nepráši, čo je zdravotné plus. Takisto mám dojem, že rez je hladší.

Obrázok 9: Olej poutieraný (kvôli fotke), čas na ďalší krok.
5 Vŕtame diery
Nahráme súbor s dierami, v našom prípade máme v DPS štyri rôzne priemery. Správa v konzoli nás informuje, aký priemer vrtáku potrebujeme (na úvod 0,7, potom 0,8, 1, 3 mm).
Po založení vrtáku, pripojení sondy, určení nulovej hodnoty pre os Z a odpojení sondy ideme vŕtať.
Počas vŕtania sme niekoľkokrát vyzvaní k výmene vrtáku, pričom sa vreteno zodvihne na definovanú výšku parametrom zchange.

Obrázok 10: Vŕtanie dier - začiatok.

Obrázok 11: Vŕtanie dier - v 1. ¼.

Obrázok 12: Vŕtanie diery - priemer 0,7 mm.

Obrázok 13: Vŕtanie diery - výmena nástroja.
6 Orezanie DPS
Nakoniec si nahráme súbor s definíciami orezania, čo je de-facto viacnásobné frézovanie. Šlo by to aj na jeden krát, napr. pomocou nástroja, ľudovo nazývaného kukurica, ale taký som nemal k dispozícii. Preto som zvolil gravírovací hrot a tri prechody.

Obrázok 14: „Corn“ vrták.

Obrázok 15: Orezávanie okrajov DPS.

Obrázok 16: Orezávanie okrajov - 2. prechod.
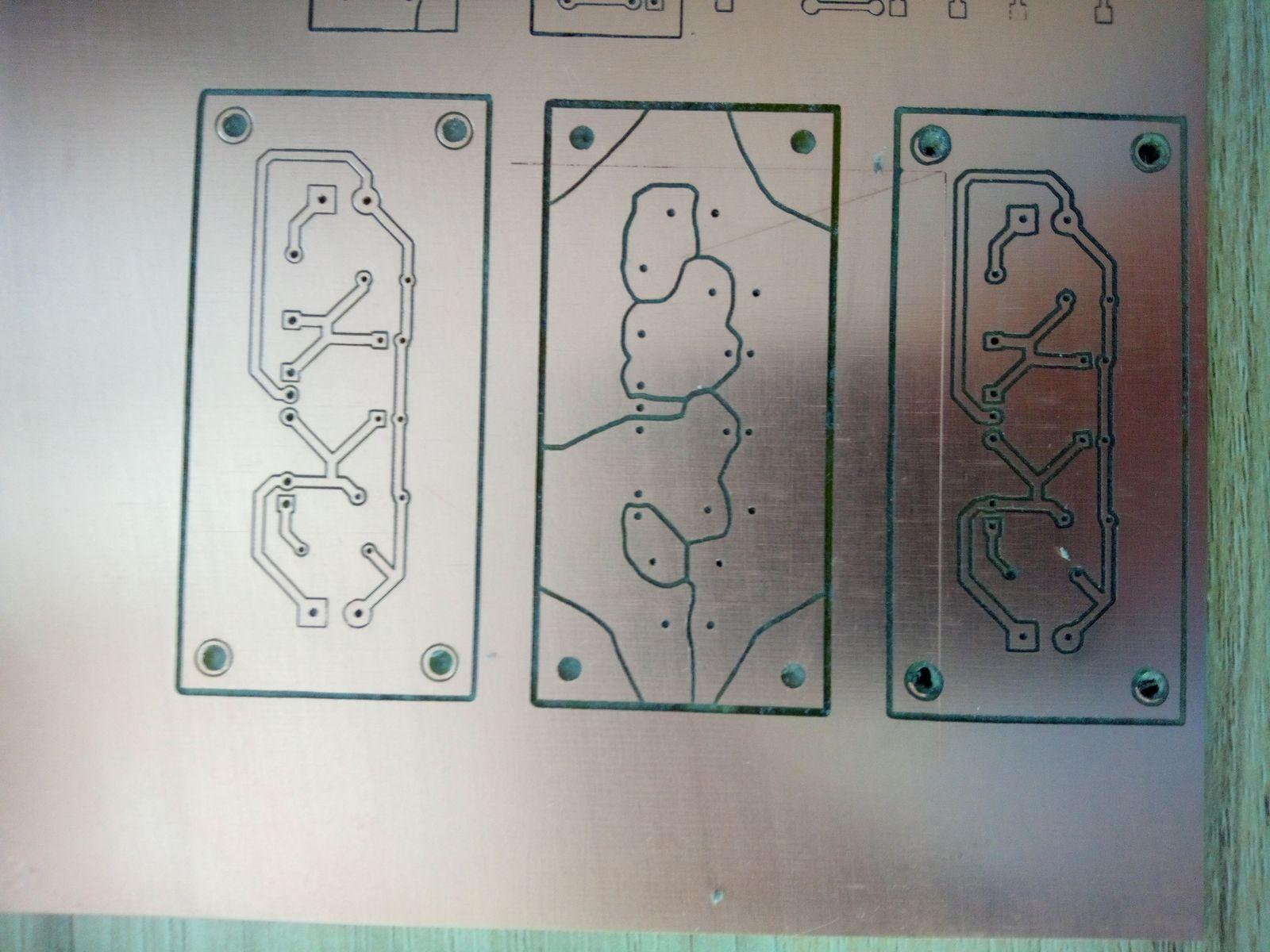
7 Voronoi
Ďalej som spravil identické kroky, ale tentokrát vodivé cesty boli definované pomocou voronoi diagramov.

Obrázok 17: Voronoi - vizualizácia v programe.

Obrázok 18: …a jeho dokončovanie.

Obrázok 19: Jeden a druhý prístup vedľa seba.
8 Druhý pokus - so správnou hĺbkou
Na druhý deň ráno som to všetko zopakoval, ale so správnou hĺbkou frézovania. Rozdiel je zásadný - drážky sú úzke, i malé plôšky po vŕtaní majú okolo seba meď, rez je krajší. Ono tých -0,5 mm bol extrém - v praxi, i pri práci bez výškovej mapy, by stačilo mať (zrejme) -0,09 mm a výsledok by bol dobrý.

Obrázok 20: Frézovanie s hĺbkou -0,05 mm.

Obrázok 21: A následné vŕtanie.

Obrázok 22: Hotová zamastená DPS.

Obrázok 23: Hotová očistená DPS.
Obrázok 24: Záverečné porovnanie.
9 Záver
Z môjho uhla pohľadu sa mi výroba DPS touto metódou javí ako rýchla, efektívna a cenovo prijateľná. Výhodou je opakovateľnosť, rýchla modifikácia, pekný vzhľad, využívanie slobodných nástrojov. Ľutujem, že som sa tým nezaoberal už skôr, ušetrilo by mi to mnoho práce.
Nevýhodou (oproti profesionálnej výrobe) je náročnejšia výroba obojstranných DPS. V príncípe sa to robí tak, že sa na definovaných miestach vyvŕtajú diery, do stola CNC sa osadia skrutky alebo čapy, do ktorých sa doska osadí a potom, pri frézovaní druhej strany (u nás by to bola F.Cu) sa musí osadiť na tie isté čapy, aby bola vrchná a spodná strana zarovnaná. A po vŕtaní je potrebné nalisovať prekovy.
10 Galéria
Ďalšie (i tie isté) obrázky som umiestnil tu, ak by mal niekto chuť si ich pozrieť:
https://famme.sk/blog-obr/dps-cnc/cnc-dps-galeria/index.html
Napísané v org-mode pre GNU Emacs.
, ,
/ \
((__-^^-,-^^-__))
`-_---' `---_-'
`--|o` 'o|--'
\ ` /
): :(
:o_o:
"-"
G N U
Pre pridávanie komentárov sa musíte prihlásiť.

Dobre sa na to pozerá!
Fakt veľmi pekne a kvalitne napísaný blog, a to sa do CNC a plošných spojov vôbec nevyznám,,,
Čo máš za CNC stroj? Priemyselne CNC by mali asi sami zvládať použivať viac typov vrtákov a vedieť ich vymeniť.
Je to veľmi zaujímavý spôsob výroby plošných spojov, avšak vyžaduje byť aj hardvérovo vybavený. Len tak pre info, aký máš CNC stroj a koľko ťa stál?
@Livan, @+debian+
Je to lacné CNC (takže to nedokáže meniť nástroje ;) ), ako kit to stojí bez dopravy okolo 200 €, ja som to kúpil už na Slovensku, zmontované a zapojené, akurát som k tomu dorobil koncové spínače.
https://all3dp.com/2/cnc-3018-pro-buyer-s-guide/
https://www.sainsmart.com/collections/cnc-machines/products/sainsmart-genmitsu-cnc-router-3018-pro-diy-kit
Tak to nie je až taká hrôza. Tých 200 € by som za to kľudne dal. Čakal som oveľa vyššiu cenu.
Jasné, profi CNC začínajú od 10000€. To si človek 2x rozmyslí :)
Akú to ma presnosť pri vrtani?
No, v softvéri je možno krokovať po 0,001 mm, čo by teoreticky mohol byť jeden krok krokového motora sprevodovaný závitovou tyčou.
Ale či tá samotná konštrukcia zariadenie je natoľko presná a tuhá,... to asi nie, to by to stálo asi iné €.
A zrejme presnosť je vyššia, ak stroj robí v jednej dávke celú úlohu, ako keď sa púšťa úloh niekoľko (čo je prípad tohto blogu, kde sa separé frézuje a vŕta).
Zrejme by sa to dalo otestovať, ak by človek mal merací mikroskop.
Ale pre tieto účely, ako to bolo opísané v blogu, je presnosť dostatočná.
Podľa toho, ako to vyzerá na obrázkoch, by som tipoval presnosť skôr v desatinách mm. Občas vidno, že tie čiary sú trochu zubaté.
To bude zrejme nízkou tuhosťou uchytenia frézovacieho nástroja.
A samozrejme, dalo by sa prerátať, aký by mal byť posuv vzhľadom k otáčkam nástroja, aby zaberala vždy rezná hrana nástroja.
Ja som mal DIY CNC a presnosť obrábania sa dá zmerať aj slušnou šublerou na stofky.
Základ je nakresliť si kružnicu a štvorec a vyfrézovať. Ja som mal ku všetkému HW aj dokumentáciu z ktorej vyčítal parametre a tie vložil do nastavení LinuxCNC. Ideálne je si vyfrézovať kružnicu vo štvorci kde sa dá odmerať aj voľa na skrutkách a tá sa tiež dá vložiť ako kompenzácia do Linux CNC. Rozhodne sa dá aj DIY mašine dostať do jednej desatiny.
Už mi tam chýba len zvuková stopa :) Moja bývala práca.
A šup na mojevideo.sk :-) Dobre sa na to pozerá, už to chce len dlhšie video. Zvyknem si takéto videá pozerať cez obedovú prestávku v práci, síce sa do toho nevyznám ale kus ma to fascinuje.
Jj tiež na to rád čučím :)
Inak podľa mojich skúseností 50% úspechu tvorí dobrý nástroj. Ja som frézky kupoval niekde z Čiech, na Slovensku je všetko predražené.
Osobne by som skúsil frézku s guľatou hlavou, ostáva po nej pekný povrch. Treba kúpiť naraz viac druhov a testovať.
Vyššie v komentároch som čítal, že používaš CNC 3018 PRO ... smiem sa opýtať na verziu GRBL, ktorú máš napálenú v procesore? Tiež mám doma ten typ CNC ale nechce to komunikovať s Candle2 ... keď používam Universal Gcode Sender alebo bCNC tak všetko beží OK. Pýtam sa to len tak pre zaujímavosť :)
Konzola mi po zadaní: $I vypíše:
[VER:1.1f.20170801:]
[OPT:V,15,128]